Many different types of 3D printing have been invented but just two of these dominate the home 3D printer market.
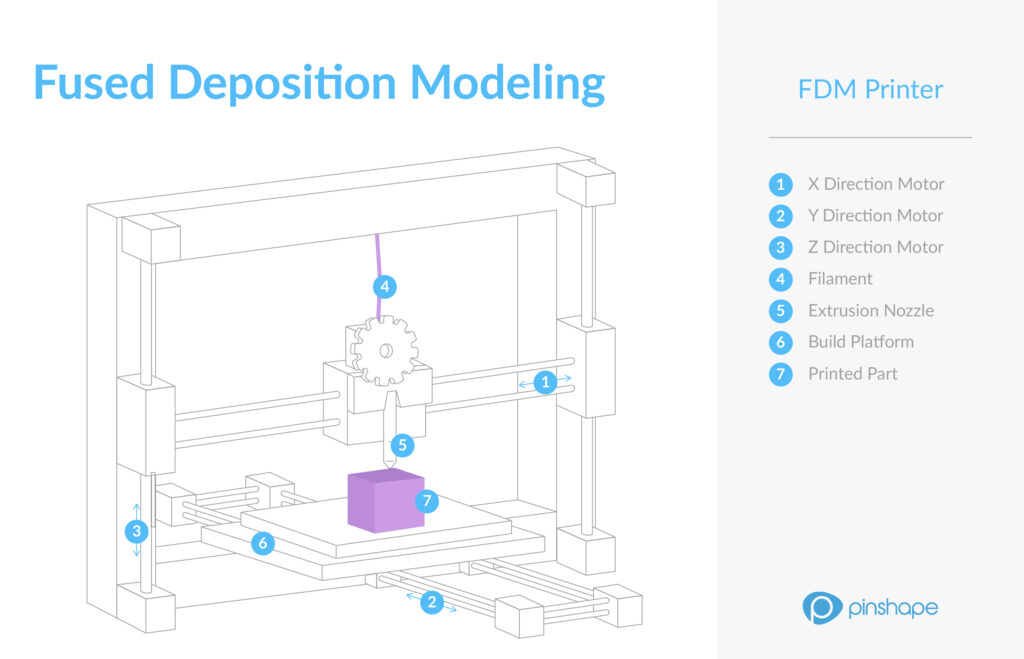
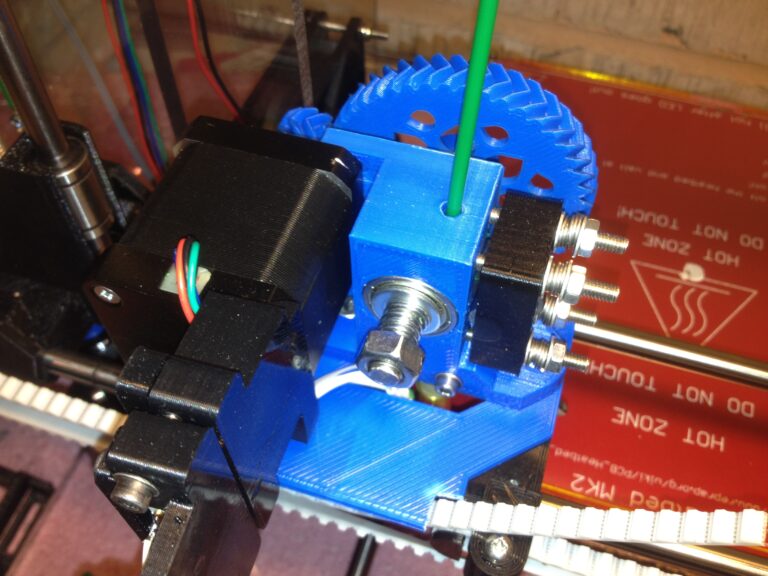
Fused Filament Fabrication (FFF), also known as Fused Deposition Modelling (FDM), is a process that involves melting a thin plastic string in a heated nozzle and automatically extruding it in layers that fuse together with the adjacent strands and the layer beneath.
Digital Light Processing (DLP) involves projecting a pattern using UV light onto a vat of photopolymer liquid resin. The resolution is higher but the strength of the finished parts is not as good and a lot of clean up is required.
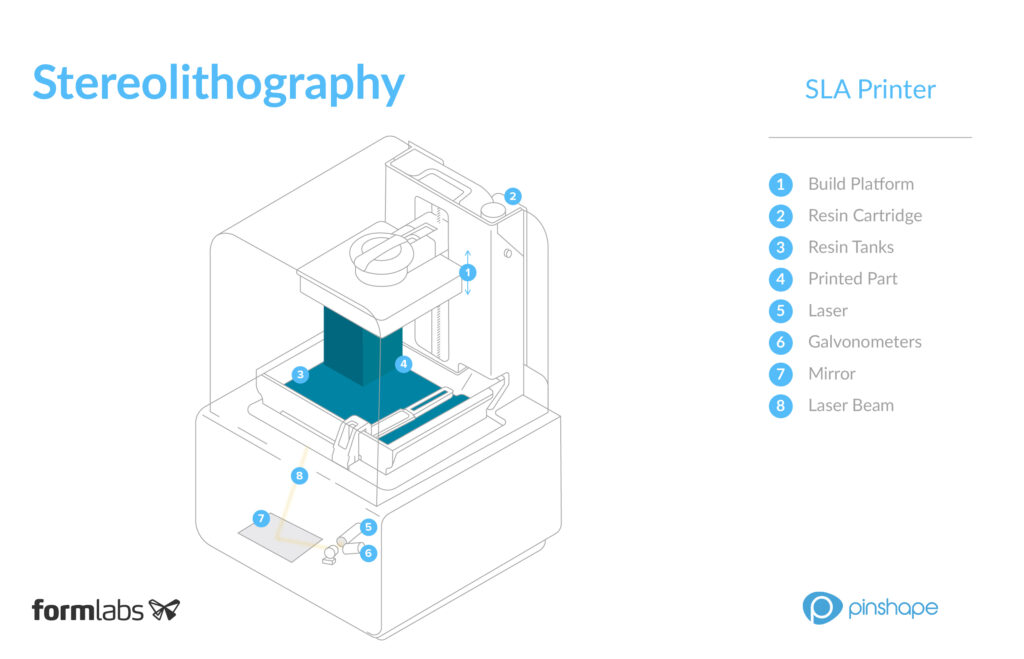
Stereolithography (SLA) is a much older and slower, but similar, process that uses a UV laser instead of a light projector.
Selective Laser Sintering (SLS) is an industrial process that uses a laser to heat up and fuse together particles of nylon powder. My first experience of buying 3D printed parts from Shapeways involved this type of material. It has a grainy surface texture but, being nylon, the parts are very strong.
So far, I have concentrated mainly on using FFF printers, for the following reasons.
This type of printer is much simpler to build from scratch. Building 3D printers is part of the fun for me.
The prints produced by FFF printers are generally much stronger than resin prints, which is needed for functional parts.
I have been put off resin printing by the need for washing the printed parts in alcohol, curing under UV light, and the generally unpleasant nature of the resins requiring gloves and good ventilation.
The quality of resin prints is unquestionably higher and in 2021 I finally relented and bought my first resin printer. If your main interest is in printing small, decorative pieces I would definitely encourage investigating DLP printers as well.
Printer Features
3D printers come in all sorts of shapes and sizes, with various different features that make them useful for particular tasks.
Print volume – smallest = 80 x 170 x 110 mm ; largest = 300 x 300 x 400 mm
Nozzle size – smallest = 0.25 mm ; largest = 0.6 mm ; typical = 0.4 mm
Nozzle ability to cope with different materials – some plastics are more abrasive or need higher melt temperatures
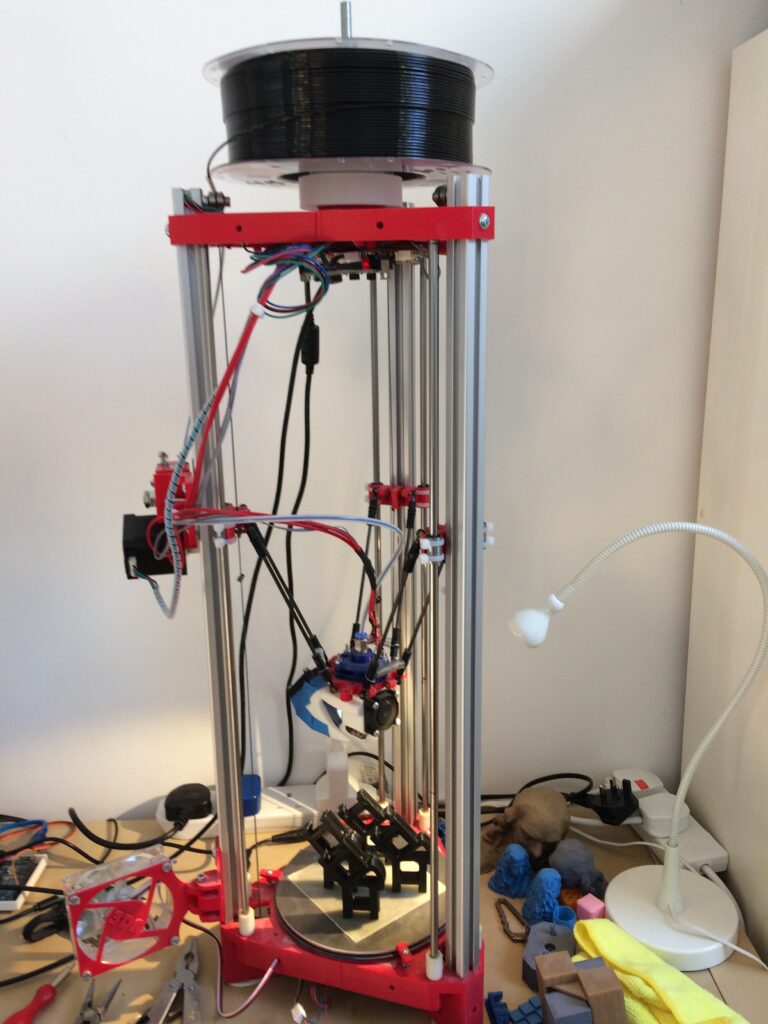
Mechanics – cartesian ; core XY ; delta – these can affect speed and accuracy
Speed – there is always a trade off between print time and print quality
Accuracy – a more rigid construction with higher quality bearings will give more accurate prints
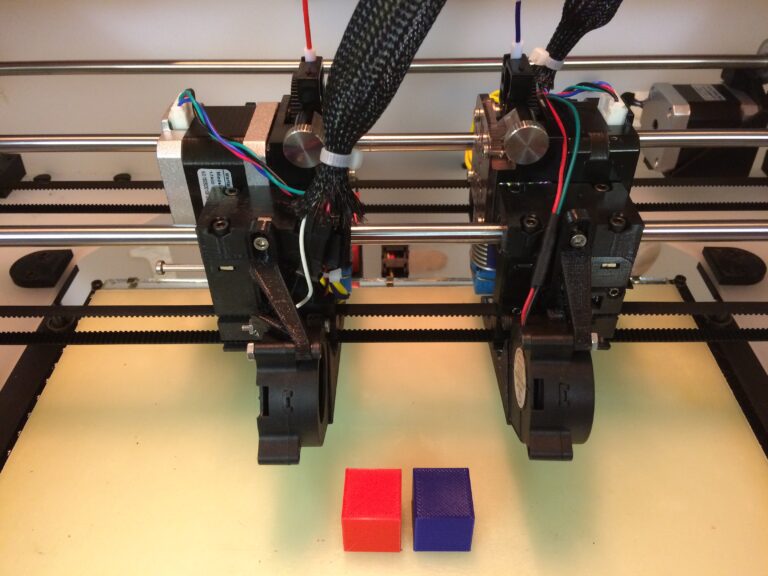
Number of print heads – extra print heads allows for multi-colour and multi-material printing
Printing Materials
PLA – easiest to print; fantastic range of colours; good strength; brittle under stress PETG – fairly easy to print; good range of colours; stronger than PLA; less brittle but more flexible than PLA ABS – difficult to print ; tends to warp and split unless in heated chamber ; very strong ASA – similar strength to ABS but more forgiving and easier to print Nylon – extremely strong prints but very difficult to print; filament constantly needs drying
Printing Prices
I maintain a flexible range of prices for 3D printed items that takes into account:
volume of plastic used
type of material used
resolution and printing duration
home / business use
For commercial printing, I charge £0.30 per gram of plastic printed, to cover material and running costs. For personal prints, the standard price is £0.20 per gram of plastic printed. I may offer discretionary discount prices for work that I enjoy, if costs are prohibitive.
3D Printing Limitations
Not everything can be printed perfectly
Very thin details and thin walls may not print correctly (or at all!)
Beware of the cube rule – scaling up X 2 means eight (2x2x2) times as much material, time and hence cost; large prints can get very expensive, very quickly
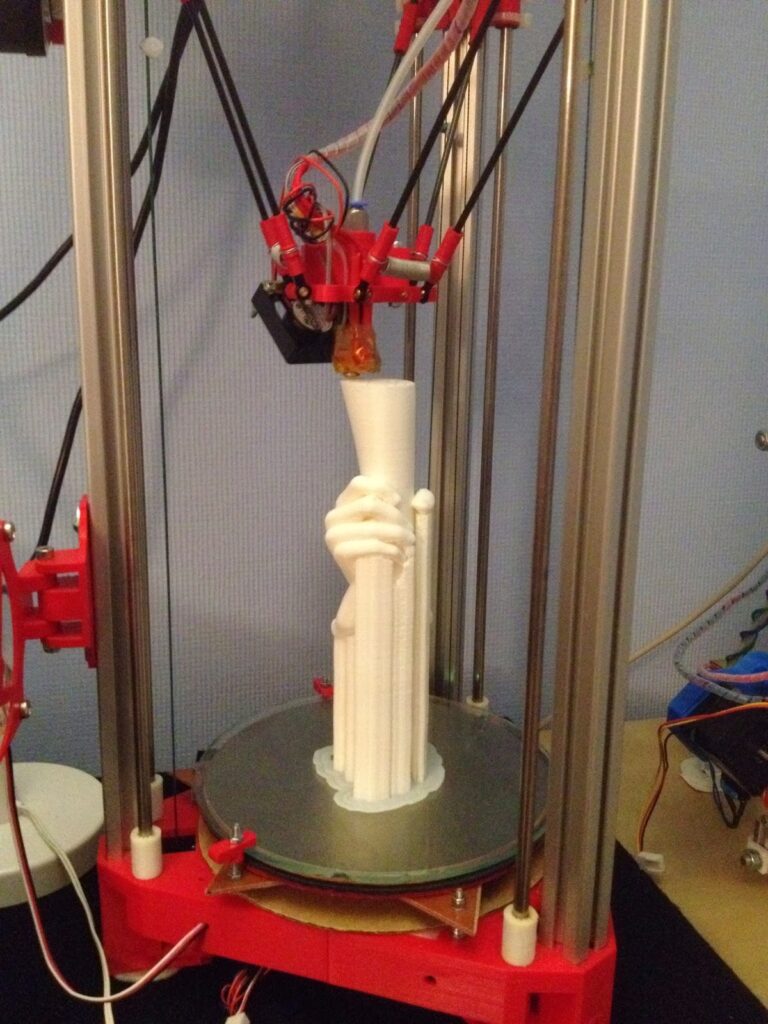
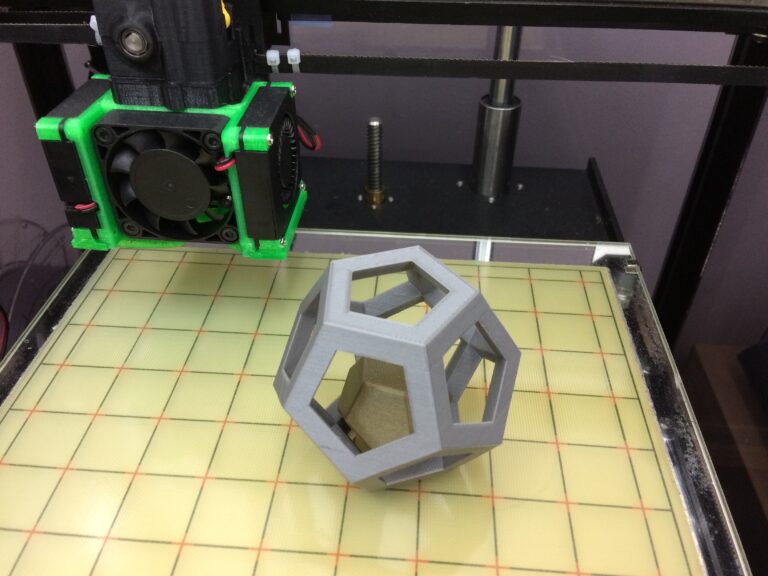
Overhangs and support – the printer cannot extrude successfully into thin air – the nozzle always need to print onto something solid; if there are steep overhangs or projections in the model, the printer will first lay down a matrix of support to hold up the upper layer; this will have to be cleaned off the underside of the model and may leave minor blemishes
In this video, the light-blue, striped rectangle in the middle is the support material. About 1 minute into the video you will see the print head start bridging across between the two end columns – it can manage short gaps with no problem, but would have difficulty bridging the whole distance between the columns without the support.
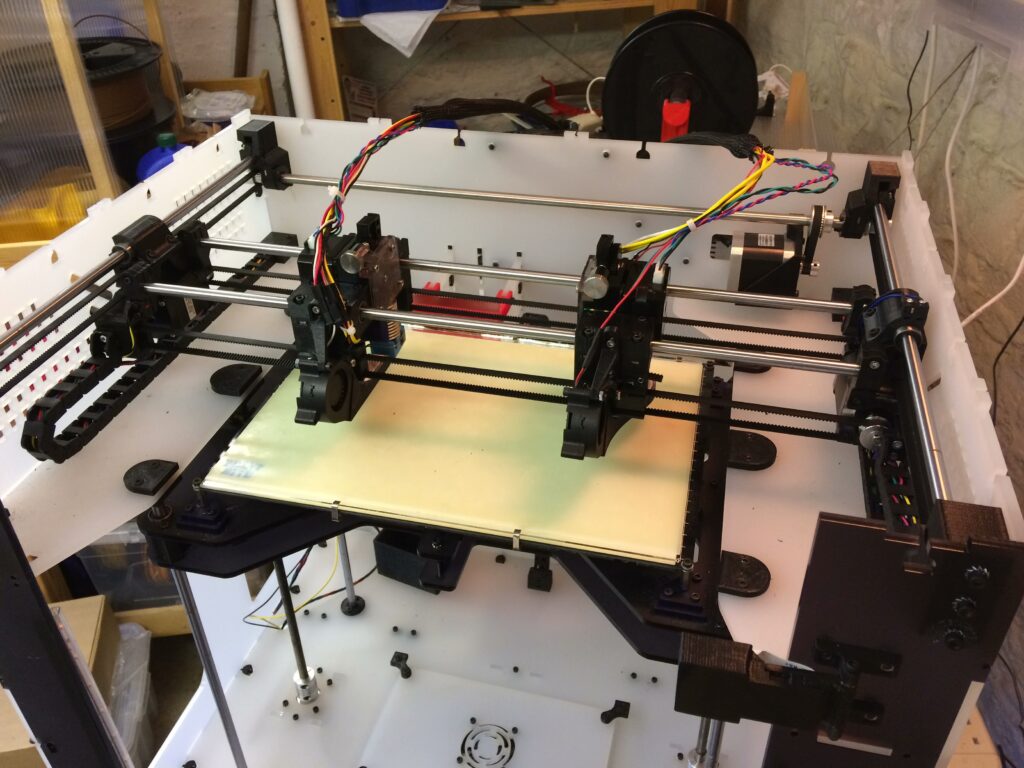
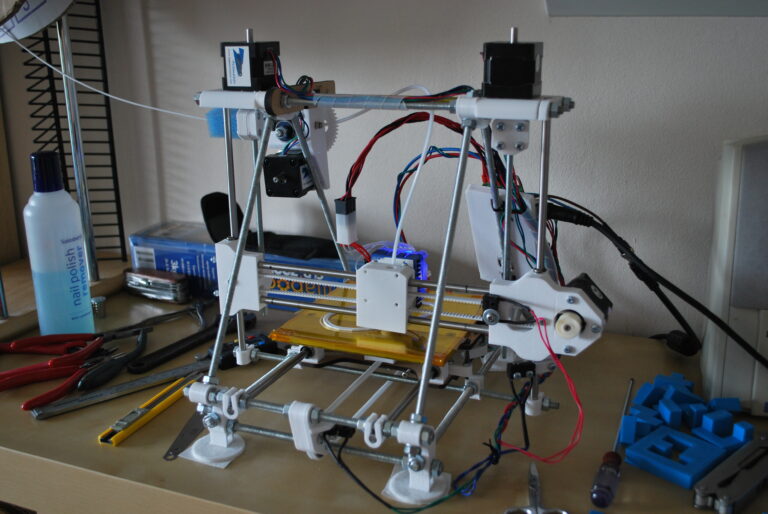
My 3D Printers
All of my printers have been FFF-type machines (the first two are now out of service)
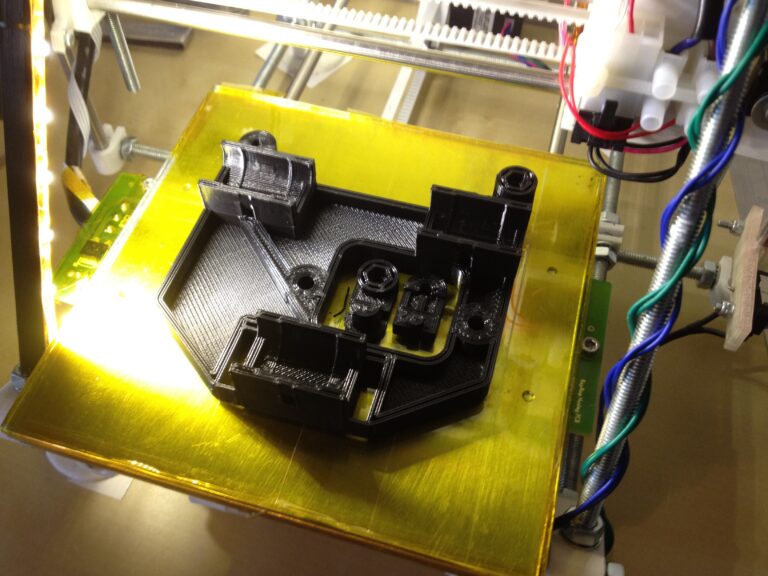
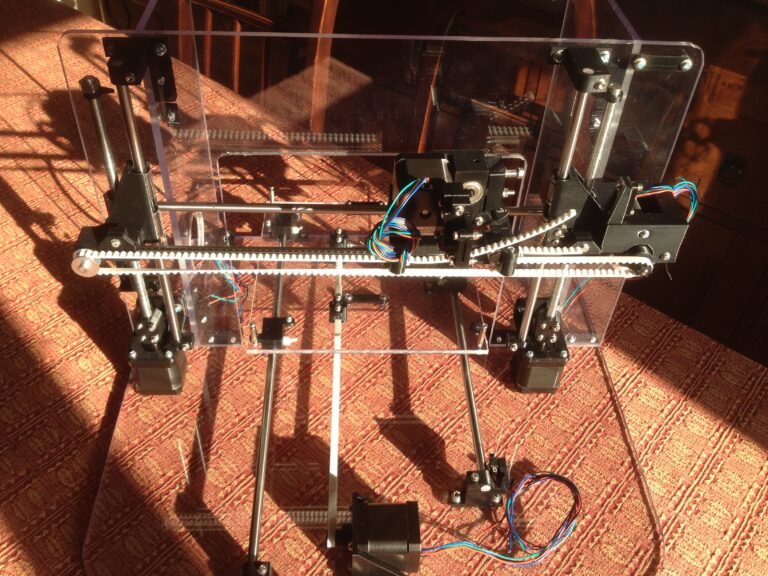
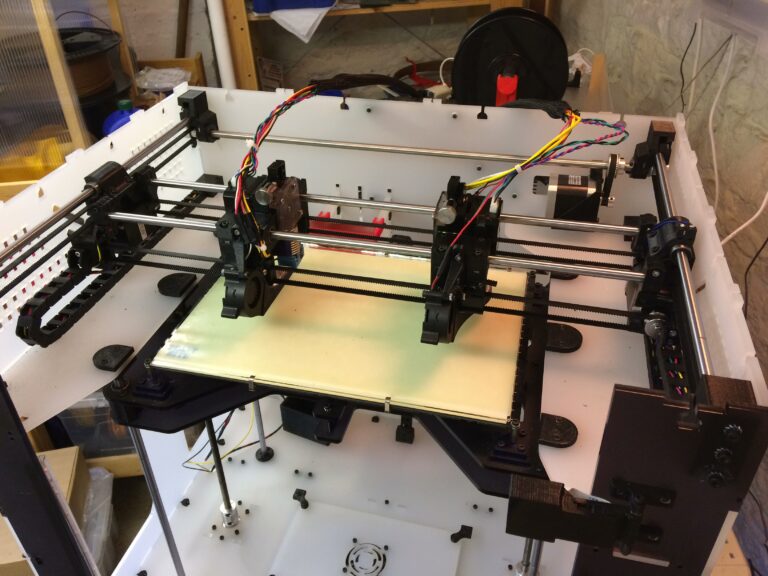
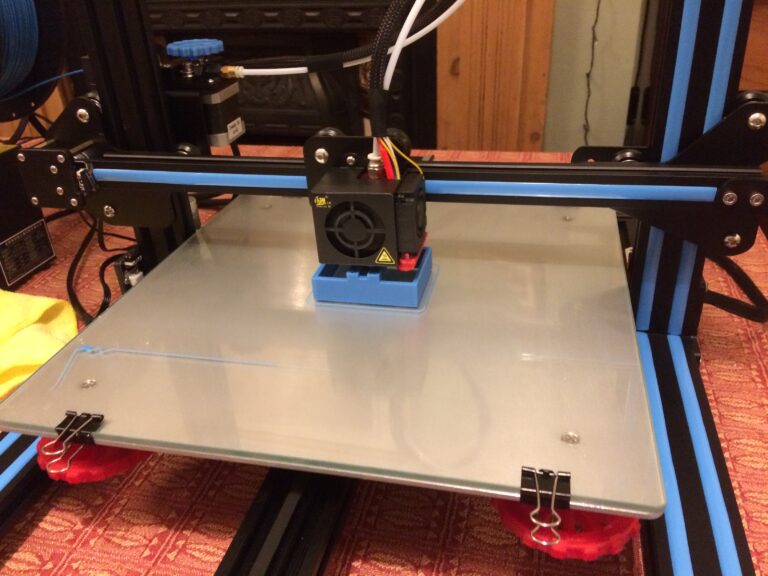
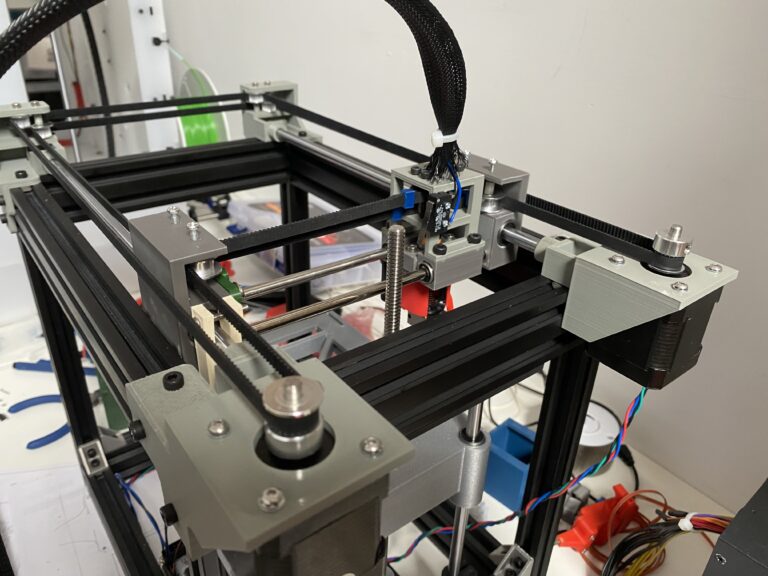
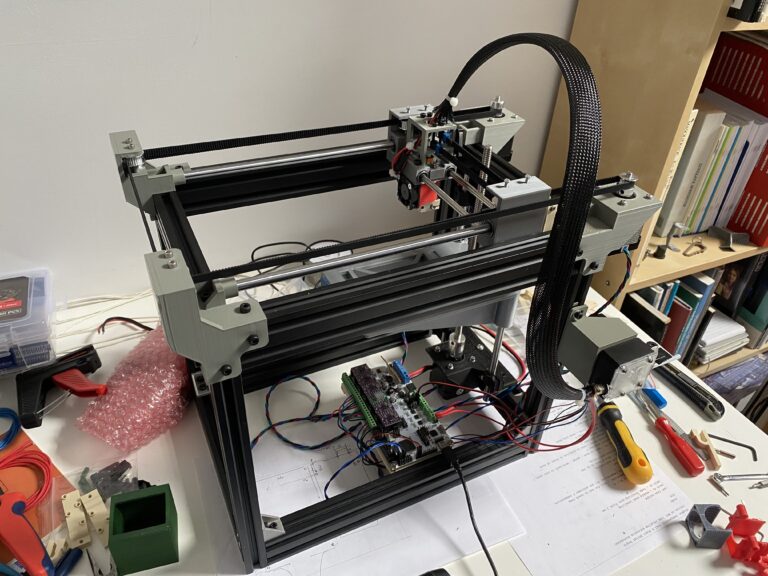
2011 – eMaker Huxley – my first RepRap kit 2012 – Mendel90 – home-made using parts printed on the Huxley 2013 – 3DR delta – home-made using parts printed on the Mendel90 2017 – E3D BigBox – a large volume, dual head printer – 300 x 200 x 300 mm 2018 – Creality CR-10S – an even larger volume printer – 300 x 300 x 400 mm 2019 – twotrees Sapphire-S – coreXY kinematics and rail bearings for high precision 2020 – mini coreXY portable printer – self-designed and built for miniature prints 2021 – Elegoo Mars 2 – my first DLP printer makes high resolution resin models 2022 – Bambu Labs Carbon X1C – this ground-breaking new machine prints 10 times faster in multiple colours